一、轴承的基本结构包括:内圈、外圈、滚动体(钢球或滚子)、保持架
二、轴承基本结构材料选用
<1>套圈和滚动体材料
(1).常用材料:高碳铬轴承钢 Gcr15 Gcr15SiMn
(2).其它材料:渗碳轴承钢,耐腐蚀轴承钢,耐热轴承钢
<2>保持架材料
(1).有色金属:黄铜 HPb59-1,青铜 QAL10-3-1.5,铝合金 LY11CZ
(2).黑色金属:优质碳素钢薄
(3).非金属:工程尼龙,酚醛胶布
三、轴承制造基本过程 (以套圈制造基本流程为重点,材料选用高碳铬轴承钢Gcr15SiMn)
<1> 滚动体(钢球)制造基本流程 原材料——冷镦——光磨——热处理——硬磨——初研——外观——精研
<2> 保持架(钢板)制造基本流程 原材料——剪料——裁环——光整——成形——整形——冲铆钉孔
<3>套圈(内圈、外圈)制造基本流程 原材料——锻造——退火——车削——淬火——回火——磨削——装配
(1).锻造加工 锻造加工是轴承套圈加工中的初加工,也称毛坯加工。
套圈锻造加工的主要目的是:
(a)获得与产品形状相似的毛坯,从而提高金属材料利用率,节约原材料,减少机械加工量,降低成本。
(b)消除金属内在缺陷,改善金属组织,使金属流线分布合理,金属紧密度好,从而提高轴承的使用寿命。
锻造方式:一般是在感应加热炉、压力机、扩孔机和整形机组成连线的设备体进行流水作业
(2).退火 套圈退火的主要目的是:高碳铬轴承钢的球化退火是为了获得铁素体基体上均匀分布着细、小、匀、圆的碳化物颗粒的组织,为以后的冷加工及最终的淬回火作组织准备。 GCr15SiMn 淬火基本工序:在790—810℃保温2-6h, 以10—30℃/h,冷至600℃以下,出炉空冷
(3).车削加工 车削加工是轴承套圈的半成品加工,也可以说是成型加工。
车削加工的主要目的是:
(a)使加工后的套圈与最终产品形状完全相同。
(b)为后面的磨削加工创造有利条件。
车削加工的方法: 集中工序法:在一台设备上完成所有车削工序的小批量生产。
分散工序法:在一台设备上完成某一种车削工序的大批量生产。
(4).热处理 热处理是提高轴承内在质量的关键加工工序
热处理的主要目的是:
(a)通过热处理使材料组织转变,提高材料机械性能。
(b)提高轴承内在质量(耐磨性、强韧性),从而提高轴承寿命。
对于高碳铬轴承钢 Gcr15SiMn,热处理包括淬火和低温回火 淬火: 加热温度:820—840(℃) 保温时间: 1-2h 冷却介质:油 低温回火:加热温度:150—180(℃) 保温时间:2-5h 冷却方式:空冷
(5)磨削加工 磨削加工是轴承套圈和滚子加工中的最终加工,称为成品加工。
磨削加工的主要目的是:
(a)使套圈的尺寸精度和形状精度达到设计要求。
(b)轴承装配提供合格的套圈。
磨削加工方法: 一般采用分散工序法加工,也可把多台设备通过上、下料装置连接组成生产流水线加工,提高生产效率。
6. 轴承装配 轴承装配是轴承生产过程中的最后工序,对轴承性能具有重要的影响。
轴承装配的主要目的是:
(a)把经过多种工序加工的零件(外圈、内圈、滚子和保持架)装配成轴承产品。
(b)按不同的技术要求,装配成各种精度、各种游隙和其他特殊要求的轴承产品。
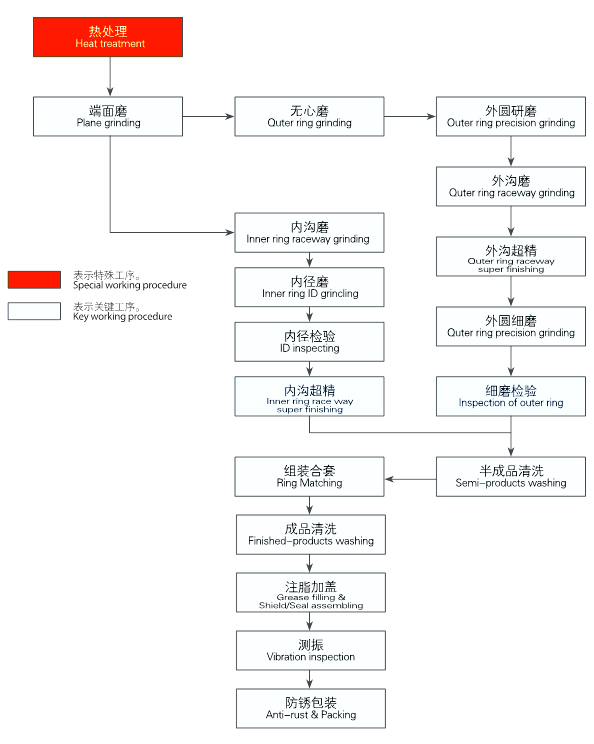






 轴承制作流程
轴承制作流程